Технические характеристики
Горизонтальный фрезерный и токарный обрабатывающий центр серии KCX1200TM, использующий интегрированную конструкцию станка, электрическую, гидравлическую и газовую интегрированную конструкцию, общая компоновка компактна и разумна, проста в обслуживании и ремонте, весь станок закрыт полной защитной конструкцией, в соответствии с принципом эргономики, хорошей приятности, хорошей работоспособности. Общая конструкция верхней ортогональной конструкции использует ортогональную структуру трех линейных осей X, Y и Z и взаимодействует с токарным шпинделем (ось C), который может быть непрерывно индексирован, и фрезерным шпинделем (ось B), который поворачивается в диапазоне 240 °, а также приводится в движение серводвигатель линейной оси + прямое соединение шарико-винтовой пары / синхронное ремневое соединение, и он оснащен линейкой линейной решетки для достижения точного позиционирования. В направляющей шине используется пара линейных роликовых направляющих, а направляющая по оси Y оснащена пневматическим зажимом. Ходовой винт оси X оснащен пневматическим зажимом для высокоточного позиционирования, предотвращения вибрации и жесткости при повороте. Благодаря модульной конструкции может быть реализована рациональная конфигурация различных применений, а также может быть улучшена технологичность деталей и использование оборудования.
|
проект |
спецификация |
единица |
КД 2Сп-Б-Тр |
|
патрон |
Стандартная (основная) OPT |
Один |
8 дюймов/ф210 |
|
Вместимость |
Максимальный диаметр поворота (конфигурация люнета) Максимальный |
мм |
ф520 |
|
Количество движений |
Ось X (поворотная головка) |
мм |
585(-25~*560) |
|
Скорость |
Ось X (поворотная головка) |
м/мин |
20 |
|
Скорость |
Ось X (поворотная головка) |
мм/об |
0.001~8000 |
|
веретено |
Скорость |
об/мин |
30~5000 |
|
Контршпиндель |
Скорость |
об/мин |
30~6000 |
|
Б качает головой |
Скорость |
об/мин |
5 ~ 12000 (моторизованный шпиндель) |
|
Нижняя левая башня |
1. Количество держателей |
Один |
Тип башни▲ |
|
Форма башни в правом нижнем углу |
1. Количество держателей |
Один |
Тип башни▲ |
|
Задняя бабка |
Форма |
|
MT5 (Live Top) / MT4 (Dead Top) ▲ |
|
Люнет |
Диапазон |
мм |
ф20~ф160/ф35~ф235▲ |
|
проект |
параметр |
|
Форма башни |
Механическая револьверная головка с сервоприводом |
|
Скорость оси фрезерования |
4500 об/мин |
|
Выходная мощность (40% ED) |
5,65 кВт |
|
Выходной крутящий момент (40% ED) |
120/18 Нм |
|
Интерфейс держателя инструмента |
БМТ65 |
|
Количество держателей инструмента |
12 |
|
Размер держателя токарного инструмента |
□25 мм |
|
Размер расточной оправки |
φ40 мм |
|
проект |
параметр |
|
Режим движения задней бабки с ЧПУ |
Электрический (автоматический) |
|
Перемещение задней бабки с ЧПУ |
1000мм |
|
Конус задней бабки |
MT5 (Live Top) / MT4 (Dead Top) |
|
Усилие зажима |
7 КН |
|
проект |
параметр |
|
Грузоподъемность инструмента |
20 горстей |
|
Технические характеристики хвостовика |
ХСКА63 |
|
Скорость движения оригинального диска инструментального магазина |
4-28 об/мин |
|
Время смены инструмента |
7 сек |
|
Максимальный диаметр инструмента |
125/70 (рядом с пустым инструментом) |
|
Максимальный вес инструмента |
8 кг |
|
Максимальная длина инструмента |
300 |
|
Метод выбора инструмента |
Двунаправленный случайный выбор инструмента |
|
Режим привода инструментального магазина |
Мотор + редуктор |
01 Особенности Введение
Система управления использует систему Kede GNC62 для достижения высокоскоростной функции ЧПУ, которая может управлять 16 осями и 5-осевой навеской одновременно.
Общая конструкция потолочной ортогональной конструкции использует три ортогональные структуры с линейной осью X, Y и Z, а также беспрепятственное удаление стружки под действием силы тяжести.
Фрезерный шпиндель до 12000 об/мин, интерфейс инструмента HSK-A63.
Токарная основная/вспомогательная передняя бабка оснащена двигателем внутреннего охлаждения для достижения высокой скорости и высокой эффективности обработки. В то же время он оснащен высокоточным электромагнитным угловым энкодером + жидкостью
Компрессионный зажим обеспечивает высокоточное позиционирование оси C под произвольным углом и повышает точность фрезерования.
Приводная револьверная головка BMT65, шпиндель инструмента до 4500 об/мин, позиционирование звездочки 3 шт. + гидравлический зажим, 12 станций, индексация и торможение на 30°
Время 0,22 с, с функцией реверсивной резки.
Программируемая конфигурация центра задней бабки с сервоприводом, центр MT4. Система + контроллер + серводвигатель, управляйте серводвигателем для вывода соответствующего крутящего момента, для достижения обработки
Усилие смыкания следует за изменением диаметра детали для достижения высокой точности обработки.
Линейное движение XYZ осуществляется серводвигателем и прямым соединением шарико-винтовой пары / ремнем ГРМ. Направляющая рельс использует линейную роликовую направляющую, динамическое и статическое трение
Коэффициент небольшой, что улучшает устойчивость системы перетаскивания, и в то же время удобен в управлении, быстрый отклик, хорошее позиционирование и отсутствие ползания на низкой скорости.
Дисковый инструментальный магазин/цепной инструментальный магазин, независимо разработанный инструментальным магазином, отличается точной сменой инструмента, высокой скоростью и высокой надежностью.
02 Компактная структура, оптимизация и улучшение
Продукт основан на опыте проектирования и производства Kede CNC KTX, KDW и других крупномасштабных токарных и фрезерных станков, а композитный тип оснащен структурными характеристиками различных конфигураций, чтобы получить лучшие характеристики обработки и отличные динамические характеристики, а также создать более высокую ценность для клиентов.
Высокая жесткость опорных частей, малый вес движущихся частей, термосимметричная конструкция конструкции, сила резания с замкнутым контуром и принцип короткой консоли позволяют станку меньше всего деформироваться при различных силовых нагрузках и тепловых воздействиях, а также обеспечивают высокую эффективность и высокую точность.
Максимальная производительность при минимальной занимаемой площади
Интеграция нескольких процессов, один KCX = 2 токарных станка + 1 обрабатывающий центр, экономия места и затрат на персонал
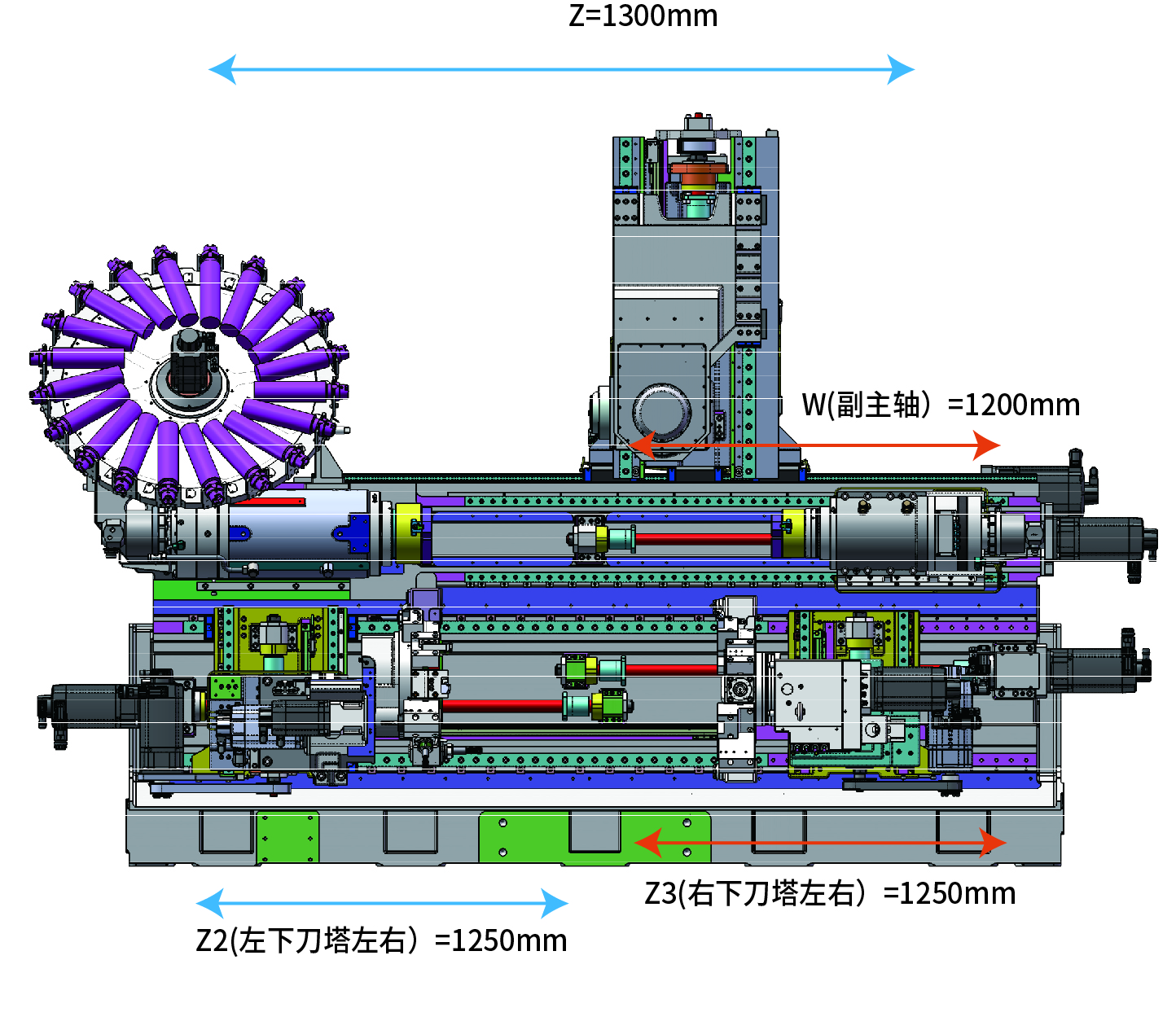
03 Ход и диапазон обработки
04 Модульность основных функциональных компонентов
05 Поворотная головка по оси B высокой жесткости
Режим привода по оси B: серводвигатель + синхронный ремень + редуктор (кулачковый ролик) по сравнению с прямым приводом крутящего момента, с преимуществами небольшого размера, хорошей термической стабильности, для достижения высокой точности позиционирования.
Зажимной механизм: оснащен гидравлическим зажимным механизмом кривошипа большого диаметра, зажим стабилен и надежен, а также реализована высокая жесткость.
06 Главный шпиндель и контршпиндель
Все токарные основные/вспомогательные шпиндели представляют собой встроенные конструкции привода двигателя, а передняя часть представляет собой двухрядные цилиндрические роликоподшипники + двухрядные радиально-упорные шарикоподшипники.
Однорядные цилиндрические роликовые подшипники на заднем торце со встроенным двигателем и охлаждением переднего подшипника, что позволяет достичь как высокой жесткости, так и высокой скорости вращения токарно-фрезерного шпинделя.
Главный шпиндель + контршпиндель может осуществлять непрерывную обработку от передачи заготовки до второго процесса.
Стандартная конфигурация содержит командную индексацию оси C на 0,0001º, а высокоточное позиционирование достигается за счет высокоточного электромагнитного углового энкодера + гидравлического натяжения.
07 12-позиционная револьверная головка с сервоприводом
Режущая головка имеет 12 приводных позиций инструмента, которые гидравлически зажимаются, освобождаются и приводятся в движение с сервоточностью.
Блокировка револьверной головки—Циферблат торцевых зубьев с изогнутой поверхностью 3PC, импортированный из Южной Кореи, используется для позиционирования, а жесткость зацепления винтовых зубьев увеличивается более чем на 20% по сравнению с обычным зацеплением винтовых зубьев.
Высокая твердость и высокая жесткость - в револьверной головке используется цельное литье, отработанная технология обработки, а индексная звездочка изготовлена из хромомолибденовой стали со специальным процессом термообработки, а твердость достигает HRC62 или выше, чтобы достичь высокой твердости и высокой ударопрочности.
Точное самоцентрирование—Точное самоцентрирование достигается за счет зацепления между поднятыми и вогнутыми зубьями. В процессе производства используется главная зубчатая муфта, а точность зацепления между зубьями гарантируется.
Стабильность точности индексации - револьверная головка полностью герметизирована внутри, а индексация револьверной головки не поднимается, что эффективно предотвращает попадание пыли, так что точность может поддерживаться в течение длительного времени.
08 Задняя бабка с ЧПУ
Задняя бабка управляется серводвигателем, который может задавать инструкции по программе движения и тяги, а эксплуатация проста.
Регулировка тяги до 0,1 кН может быть выполнена, удерживая заготовку, и соответствующая тяга может быть установлена в соответствии с материалом, формой и диаметром заготовки.
Задняя бабка перемещается в направлении оси Z серводвигателем переменного тока через шарико-винтовую пару.
Применение
Эта серия станков основана на принципе концентрации процесса, основана на технологии механической обработки и объединяет функции токарной, фрезерной, сверлильной, расточки, нарезания резьбы и другие функции на одном оборудовании
Гибкие станки для авиации, аэрокосмической, судостроительной, военной и гражданской промышленности сложной формы, высокие требования к точности вращающихся корпусных деталей специальной формы, могут быть выполнены за один зажим
Или обработка большинства процессов, которая может не только обеспечить точность, но и повысить эффективность и снизить затраты. Познакомьтесь с медицинской промышленностью, производством автозапчастей на новых источниках энергии, производством пресс-форм, ветроэнергетикой,
Потребность в механической обработке аэрокосмических деталей.
{kind=link}
|
Модель: |
Стоимость: |
|
KCX1200TM |
По запросу |
JoomShopping Download & Support